
Línea de extrusión de láminas APET PETG CPET
APET PETG CPET sheet extrusion line is improved from PET sheet production equipment. Depending on the type of extruder, there are different raw material processing methods. GWELL’s single-screw or twin-screw extruders can be used to produce three-layer PET sheets.
Palabras clave: Línea de extrusión de láminas
Categoría:
Línea de extrusión de láminas
Descargar:
Descripción
APET PETG CPET sheet extrusion line Process Flows
Extruder —- Screen changer —–Melt pump —– T-die —— Calender —– Cooling bracket —– Haul-off—- winder
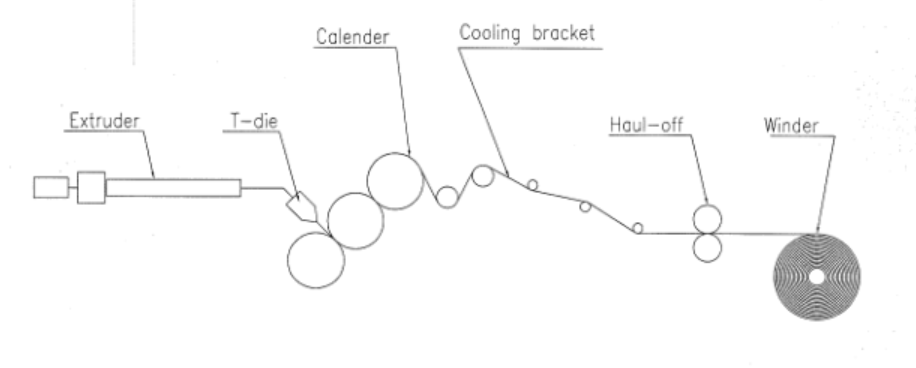
PET three layers sheet production machine, Low energy consumption, and high efficiency
Brief introduction
With the increasing domestic demand, packaging plastic thermoformed sheets are becoming more and more widely used, and the usage is increasing year by year, and the prospects are promising. With the country’s emphasis on environmental protection, the “environmentally friendly degradable sheet production line” adapted to production has been able to successfully supply various types of “degradable sheets” to the market.
The common production method of GWELL PET sheet machine is the rolling method, which is mainly used to produce PVC, PVDC, and other sheets; the other is the extrusion method, which is used to produce BOPS, EPS, PET, PP, HIPS and other sheets.
If you are interested in our PET sheet machines, please feel free to contact us. China Plastic Extruder Supplier- GWELL sells hundreds of PET sheet machines every year. China GWELL’s customers are all over the world. This PET sheet machine is the most common type of machine we can make. But we can also make some changes according to the customer’s requirements, such as a bigger machine model for high output, wider T-die for wider sheets, co-extruder for multi-layer sheets, etc.

Type of extrusion
PET sheet single-screw extrusion line (crystallization and drying): APETG, PETG, CPET single-screw extrusion line is one of the most advanced, mature, and stable sheet extrusion lines in China. China Plastic Extruder manufacturer – GWELL uses newer technology under the same conditions, which increases the output by 30% compared to traditional machines
PET sheet twin-crew vented extrusion line (free of crystallization and drying): PET sheet extrusion line that Gwell introduced is a twin-screw free of-crystallization and drying machine with the characteristics of lower cost and higher capacity. Gwell continued to upgrade the unit and now uses the Roots-rotary vane combination to make the vacuum degree ≤10pa, and the special alloy steel thin wall combination to improve the transparency of the product. The unique screw combination and multiple feeding devices greatly reduce the viscosity drop of PET and increase the sheet productivity and quality.
PET sheet planetary screw vented production line (free of crystallization drying): planetary multi-screw has high mixing and exhaust performance due to its structure, which increases the contact area between material and air, and can meet the needs of customers with high output and quality.
Introduction of PET sheet machine
We know that a sheet machine is a machine that processes, heats, extrudes, and plasticizes plastic raw materials such as PE, PET, PVC, or starch-based raw materials. The sheets formed from these raw materials will be molded into plastic products by positive or negative pressure blister.
PET sheet machine adopts multi-extruder co-extrusion technology to produce multi-layer co-extruded composite PET sheet, which is widely used in plastic blister, printing, hardware bag, gift folding, etc.
Equipped with a precision dispenser, a uniform number of layers, adjustable layers in various proportions, and a digital display. Inclined horizontal flat structure, more convenient to operate and maintain. The roller is independently driven, and the line speed is synchronized with the extruder speed, closed-loop control, and full servo system.
The whole PET sheet machine adopts Siemens PLC control to realize automatic control of parameter setting, data operation, feedback, alarm, and other functions.
Extrusion type
Mono extruded to make single layer pet sheet, this is a simple and normal pet sheet. Gwell will provide the specification according to the used raw material.
Co-extruded to make a Three-layer pet sheet or multi-layer pet sheet, like GAG sheet is the most commonly used PET three-layer sheet, which is composed of PETG+APET+PETG. It is widely used in furniture and decoration materials. Gwell will use double or more extruders according to the customer’s requirements.
PET/APET/PETG/CPET Single Layer and Multi-layer sheets Extrusion or Co-extrusion lines
PET (Polyethylene terephthalate) Sheet, with good transparency, high toughness, nice thermo-forming, and recycling, is widely used in the field of sealed packages.
PET sheet line, newly developed by us, firstly can be used for the production of APET, PETG, and CPET sheet, and secondly for ABA sheets (A refers to the pure resin with antis ticking agent or UV stabilizing agent; B refers to high-ratio PET recycling material) if with synchronous layer- separator (European Technology)& high –efficiency extruder.

Process Flows
Advance crystallization ——desiccant dryer—– loading—-heating, compressing, mixing—- filtering—-melting pump stable outputting—— co-extrusion layer separator —– die extrusion—— three-roller calender—–cooling forming — trimming— hauling-off—- winding
- Application: PET sheet (APET, PETG, CPET) is flexible in processing, transparent, non-toxic, environmentally friendly, and easy to be recycled.
- Vacuum Moulding: food packing, toy box, gift box, etc.
- Obstructing Application: Electronic components packing
- General Application: folding to form, collar support, decoration materials, folders, binding cover, credit card, etc.
- Special Application: medical equipment, medicine packing, industrial antisepsis protection, a baking tray for microwave.
PET sheet Extrusion Line Process flow
1. Crystallization: PET slices are heated and crystallized in the crystallization column so that the molecules are arranged neatly. Then, the glass temperature of the slices is raised; the purpose is to prevent adhesion during drying and clogging the hopper. Crystallization is generally an indispensable step. Crystallization takes 30 to 90 minutes at a temperature of less than 149°C.
2. Drying: Since water can hydrolyze and degrade PET under high-temperature conditions, resulting in a decrease in its characteristic adhesion, its physical properties, which significantly impact strength, will decrease with the reduction of molecular weight. Therefore, before melting and extrusion, the PET must be dried to reduce the moisture content, and its wet content should be less than 0.005%. A dehumidifying dryer is used for drying. Because PET material is hygroscopic, moisture penetrates the surface of the slice to form molecular bonds, and another part of the moisture will exist deep inside the piece, making drying difficult, so ordinary hot air cannot be used. The hot air dew point must be below -40°C and the hot air passes into the drying hopper through a closed loop for continuous drying.
3. For extrusion molding: PET is transformed into a polymer with an obvious melting point after crystallization and drying. The molding temperature of the polymer is high, and the temperature control range is narrow. The PET sheet extrusion line uses a barrier screw dedicated to polyester to separate the unmelted pellets from the melt, which helps maintain a longer shear cycle and increase the output of the extruder. The flexible lip machine head with streamlined flow blocking rod is adopted, the crown belongs to the pointed conical shape, streamlined flow channel and scratch-free mold lip show good finish, the heater of the machine head has cleaning and cleaning effect, the machine head dies lip gap should ensure good uniformity, the uniformity of the machine head pass lip gap directly affects the transverse thickness deviation and calendering flatness of the sheet.
4. Cooling setting: melt from the head directly into the three-roll calender for calender and cooling, three-roll calender components upper, middle, and lower three rollers, the middle roller axis is fixed, three rollers should ensure the speed synchronization, the speed should be above the extrusion volume speed, the purpose is to offset the expansion of the material when leaving the mold and weaken the internal stress of the sheet so that wrinkles disappear. PET will crystallize in the 100C-250°C range, and the crystallization rate is 140°C-180°C faster, so crystallization takes only a few seconds to complete. PET needs to quickly pass through this crystallization temperature zone and strictly control the three-roll temperature.
5. Traction and rolling: PET sheet extrusion line sheet comes out through the calender roller, and the guide roller enters the traction device. The traction device consists of an active rubber roller and a passive rubber roller. The pneumatic pressure presses the two rolls mainly to prevent the sheet from flattening at the calender roller during the two-roller traction to the coiling device.

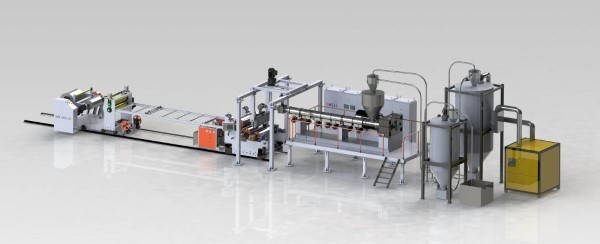
GWELL factory workshop real shot
HDPE/PP Dual-layer/Three-layer Pipe Extrusion Line
- Adopting two or three extruders and their downstream equipment, the line can be used to produce two or three-layer HDPE or PP pipes.
- With the middle layer as complete recycled material and the outer layer coated with virgin, it can save you more than 50% on material cost. The final pipes can be used as telecommunication pipes, and transport of fluids under pressure with diameters of 32mm to 63mm. The thickness of the external layer is at least 20%, preferably 25 to 35 % of the total pipe thickness.
- PE special high-efficiency single screw extruder ensures even and stable plasticization.Bush structure for barrel feeding part
- Specially-designed spiral co-extrusion mould for dual-layer or three-layer PE pipe.
- High torsion gearbox, strong hardness, and high smoothness gears.
- PLC controlling system for selection to improve the automatic control standard.
- High-precision temperature controller and particularly –designed air fans.

PVC Free Foamed Plate/Board Extrusion Line
PVC foamed board is a new model board of surface crusting with its core layer under foaming treatment which ensures a smooth surface, lightweight, and strong intensity, and it can be processed like the wood board. PVC foamed boards are widely used in fields of advertising lettering, construction, decoration, windows and doors of furniture, etc.
As China Plastic Extruder Supplier, GWELL can also extrude single-layer and multi-layer PVC boards, sheets, and large-scale PVC floor leather.
PVC foam board has the following advantages:
Foamed U-PVC product series is an environment-friendly product, which is lightweight, fire retardant, acid and alkali resistant, and highly rigidity. It has characteristics of sound insulation, anti-deformation, waterproofing, thermal insulation and etc. Due to their smooth surface, Foamed U-PVC boards are ideal and widely used for screen printing in the sign business. Because of its hard surface and good processing ability, it is also an ideal replacement for timber, aluminum, veneer, and even steel board.
PET sheet machine horizontal three-roller single machine production line
- PET sheet machine is mainly composed of a crystallization dehumidification dryer, host, screen changer, mold, inclined three-roll calender, conveying table, tractor, winding machine or cutting machine, etc.
- The reduction box is made of cast steel, the gears are made of alloy steel and processed by grinding. All lubrication points in the box are forced to be lubricated, and the lubricating oil is equipped with a high-efficiency water cooling system.
- The screw material of the PET sheet machine is made of 38CrMOA1A high-quality nitrided steel, which is treated by nitriding and sprayed with alloy on the surface.
- The barrel material of the PET sheet extrusion line adopts 38CrMOA1A high-quality nitrided steel, which is treated by nitriding and sprayed with alloy on the surface.
- Operation control: computer control system (French pressure closed-loop control system).
- The raw materials that can be processed are PP, PE, PS, ABS, etc.
PET sheet machine horizontal three-roller twin-machine co-extrusion sheet production line
- The unit is mainly composed of the main engine, screen changer, mold, three-layer distributor, tablet press, conveying table, tractor, cutting machine or rolling machine, etc.
- The reduction box of the PET sheet extrusion line is made of cast steel, and the gears are made of alloy steel and are processed by grinding. All lubrication points in the box are forced to be lubricated, and the lubricating oil is equipped with a high-efficiency water cooling system.
- The screw material is made of 38CrMOA1A high-quality nitrided steel, which is treated with nitriding and sprayed with alloy on the surface.
- The barrel material is made of 38CrMOA1A high-quality nitrided steel, which is treated with nitriding and sprayed with alloy on the surface.
- The raw materials that can be processed are PP, PE, PS, etc.
- Hierarchical structure: AB, ABA.
Operation method of PET sheet machine equipment
1. PET sheet machine is started and preheated: This is the action of heating the mold before starting the engine, and it needs to be preheated to close the mold.
2. Clamping: Reasonable adjustment of the opening and closing stroke is conducive to improving the product demoulding and product feeding effect.
3. Preheating: Steam enters the fixed transfer mold to preheat the mold so that the mold is preheated, and the condensate and cold air during storage are discharged. Function: Improve the mold temperature and enhance the apparent melting degree of the product.
4. Penetrating heating: Improve the core and internal fusibility of the product. Penetrating heating consumption and waste steam are serious.
5. Double-side heating: further enhance the heating effect and improve the surface quality of the product.
6. Heat-back (heat preservation): All valves are closed, making full use of the residual heat of the mold so that the product can be insulated and heated. It is conducive to the surface fusibility of the product and can save energy (steam) better.
Precautions for using PET sheet machine
1. The temperature of each section on the barrel of PET sheet machine equipment gradually increases from the feeding section to the connection between the barrel and the forming mold.
2. The molding dies temperature of PET sheet machine is slightly higher than the barrel temperature. The temperature above is controlled at 5—10℃. The temperature at both ends of the mold is somewhat higher than the temperature in the mold, and the temperature is maintained at 5-10℃ above.
3. In the tablet form, the upper roll surface of the middle roller of the three rollers should be on a horizontal plane with the lower plane of the molded lip; the lip end face is parallel to the centerline of the middle roller, 50~100mm apart.
4. The lip gap of the mold should be slightly less than or equal to the thickness of the plate, and the middle hole of the molded lip should be somewhat less than the gap between the two ends of the molded lip.
5. Note that the roughness R of the three-roller working surface should not exceed 0.2 pm. When cleaning the roller surface, it is not allowed to scratch it a rugged steel knife. A copper knife should be used to clean the roller surface residue.
6. The roller surface should have some medium height; the gap between the three rollers should be equal to or slightly larger than the thickness of the plate.
7. The temperature control of the forming mold should be stable. The melt flows faster in the mold when the temperature is high; the melt flows slowly in the mold when the temperature is low. Unstable melt flow rates can cause significant longitudinal thickness errors in plate (sheet) products.
8. Pay attention to the control of the working surface temperature of the three rollers. The temperature of the inlet roller should be slightly higher and the temperature of the ejection roller marginally lower. The roller surface temperature is high, the slab is not easy to roll off, and the product’s surface is easy to produce horizontal lines; the temperature is low, the surface of the product is not glossy. According to this phenomenon, the roller surface temperature control should be adjusted in time.
9. The running speed of the three rollers is slightly higher than the extrusion speed of the slab from the mold opening, and the rate is generally no more than 10%. The operating speed of the three rollers should be controlled smoothly. Too fast or too slow running speed has a significant impact on the thickness error of the board.
10. PET Three Layers GAG Sheet Extrusion Line, except that PVC, polyethylene, and polypropylene resin are generally not dehumidified before extrusion, some other plastics (such as ABS, polyamide, etc.) should be dehumidified and dried before extrusion.
Parámetro
| Tipo de línea de extrusión | Línea de extrusión de PET hoja de un solo tornillo | Doble tornillo de ventilación línea de extrusión de láminas de PET | Línea de extrusión de escape de múltiples tornillos planetarios de lámina de PET | |
| Método de tratar el material | Cristalización y secado | Libre de cristalización y secado | Libre de cristalización y secado | |
| Tipo de extrusión | Mono extruido o co-extruido | |||
| Producto acabado | Hoja de PET de una sola capa, de doble capa o de múltiples capas | |||
| Materia prima | PET(APET 、 CPET 、 PETG) vergin, escamas y material triturado | |||
| Anchura neta | 600mm-1220mm y más | |||
| Rango de espesor | 0,15mm-2mm y más | |||
| Capacidad | 200 kg/h-1200 kg/h y más | |||
| Aplicación | Embalaje de la comida y de la fruta, embalaje de los componentes electrónicos, taza, impresión, mascarilla para la epidemia, agricultura thermoforming, superficie de los muebles, correa del embalaje y más | |||
Aplicación
La lámina de PET (APET, PETG, CPET) es flexible en el procesamiento, transparente, no tóxica, respetuosa con el medio ambiente y fácil de reciclar.
- Moldeo por vacío: envasado de alimentos, envasado de frutas, caja de juguetes, caja de regalo, etc.
- Aplicación de obstrucción: Embalaje de componentes electrónicos
- Aplicación general: plegado para formar, soporte de cuello, materiales de decoración, carpetas, cubierta de encuadernación, tarjeta de crédito, etc.
- Uso especial: Equipamiento médico, embalaje de la medicina, protección industrial de la antisepsis, una bandeja de la hornada para la microonda, mascarilla para la epidemia, la agricultura thermoforming, el etc

Cliente
Sobre Gwell
La innovación impulsa el progreso de la empresa. Confiando en la tecnología fuerte del grupo, fuerza del equipo y alcohol de la innovación, Gwell está confiado al desarrollo de productos de alta tecnología y del mercado internacional. Gwell también intercambia y coopera activamente con instituciones de investigación científica de clase mundial. Las nuevas tecnologías, los nuevos procesos y los nuevos productos desarrollados por Gwell son ampliamente utilizados en los materiales de construcción (máquina hueco de la protuberancia de la hoja de los PP, máquina óptica de la protuberancia de la PC), aparatos electrodomésticos (máquina de la protuberancia del piso del SPC), empaquetando (máquina de la protuberancia de la hoja del ANIMAL DOMÉSTICO, máquina, máquina de la protuberancia de la película de EVOH),
Tratamiento médico (máquina rígida de la protuberancia de la hoja del PVC), automóviles (máquina de la protuberancia de la película de TPU, máquina de la protuberancia de la película de PVB), nueva energía (máquina solar de la protuberancia de la película de EVA), espacio aéreo (máquina de la protuberancia de la película de TPU), tránsito del carril (máquina impermeable de la protuberancia de la película) y otros campos, estrechamente relacionados con la vida humana.
Producto relacionado
Los principales componentes de la línea de producción de extrusión de láminas de PC se seleccionan entre productos de alta calidad de todo el mundo (como tornillos, barriles, rodillos, etc.), y su proceso de producción es integral. Como excelente proveedor de extrusoras de plástico, el conjunto completo de la línea de producción de GWELL se ha acercado a los estándares de productos de alta calidad a nivel mundial.
Como pioneros en la tecnología de máquinas para la producción de películas de intercapa PVB, nos especializamos en ofrecer sistemas de vanguardia diseñados para la fabricación de películas de intercapa PVB de alto rendimiento. Nuestras máquinas para la producción de películas de intercapa PVB están diseñadas para cumplir con los estándares globales de la industria, combinando precisión, eficiencia y sostenibilidad.
Durante más de una década, GWELL ha sido pionera en tecnologías de extrusión avanzadas para películas de encapsulación solar. Nuestros sistemas producen películas de EVA, POE e innovadoras películas de EPE de alto rendimiento que protegen las células solares a la vez que maximizan la eficiencia del módulo.
Preguntas frecuentes
Cuál es el principal negocio de GWELL?
Puedo ir de excursión a la fábrica de GWELL?
Cuáles son los servicios para la compra de equipos en GWELL?
Qué tipos de máquinas de extrusión de plástico están disponibles en GWELL?
Qué es la línea de extrusión de láminas APET PETG CPET?
De dónde viene Gwell?
Hay algún soporte técnico para la máquina de extrusión que necesite?
Nuestro servicio estará siempre a su disposición durante toda la vida de la línea de extrusión, por lo que si desea conocer cualquier otro soporte técnico, póngase en contacto con nosotros lo antes posible.
CLASIFICACIÓN
Información de contacto

Supervisión del servicio
Tel:86-18861952608
WhatsApp:86-18861952608
Correo electrónico:salej@gwell.cn
Dirección: Calle de Huyue este. No. 8. Distrito Liuhe, Ciudad de Nanjing, Jiangsu, China

Copyright 2024 China Gwell Machinery Co., Ltd. Todos los derechos reservados.Desarrollado por: www.300.cn SEO
Copyright 2024 China Gwell Machinery Co., Ltd. Todos los derechos reservados. Desarrollado por: www.300.cn